



联系我们

当前位置:
聊城 硕鑫钢管有限公司(东莞分公司) >东莞当地产品新闻
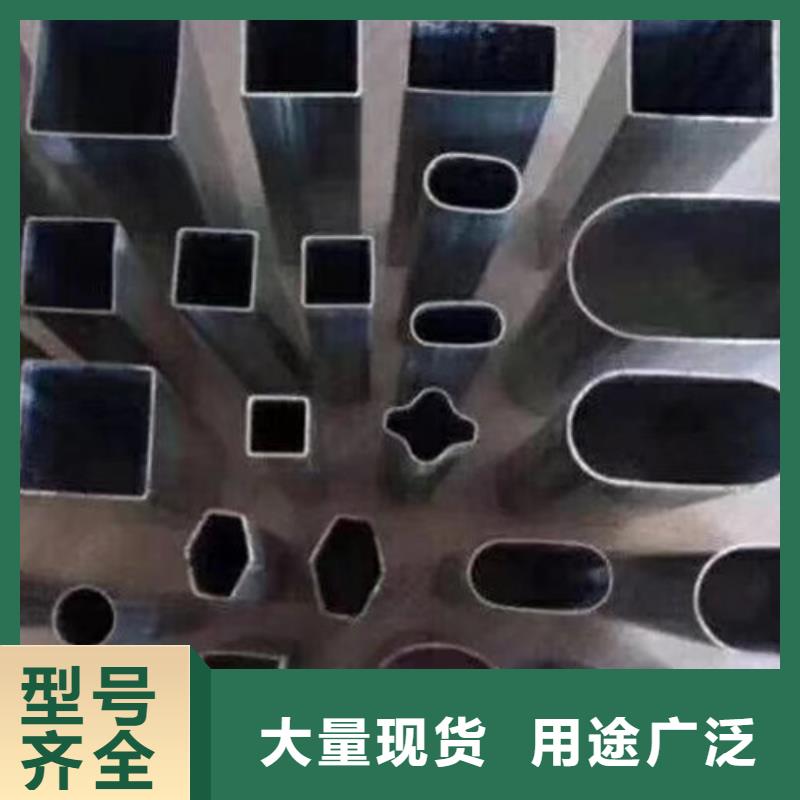
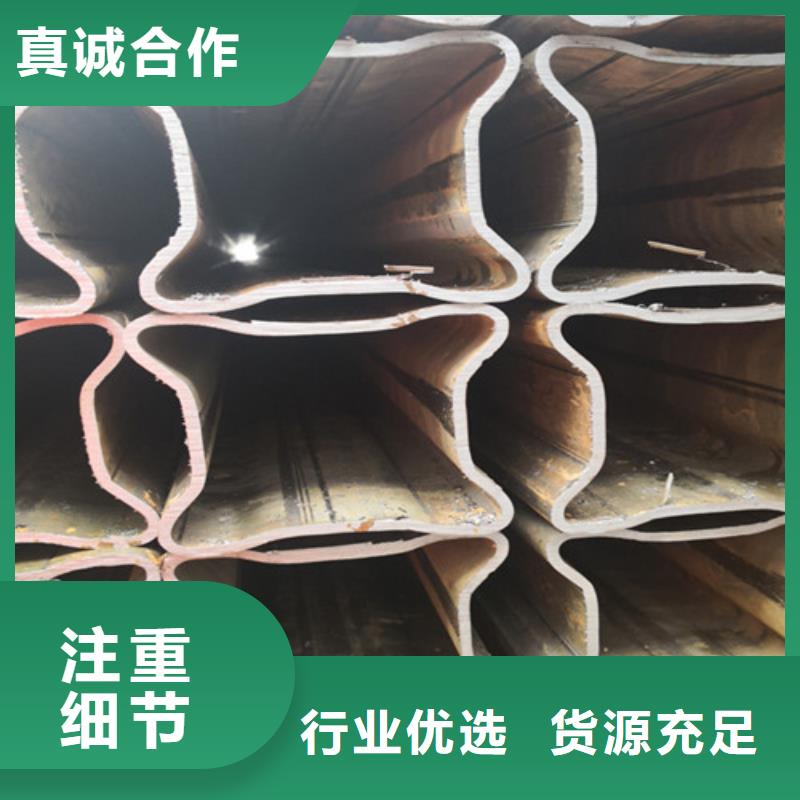
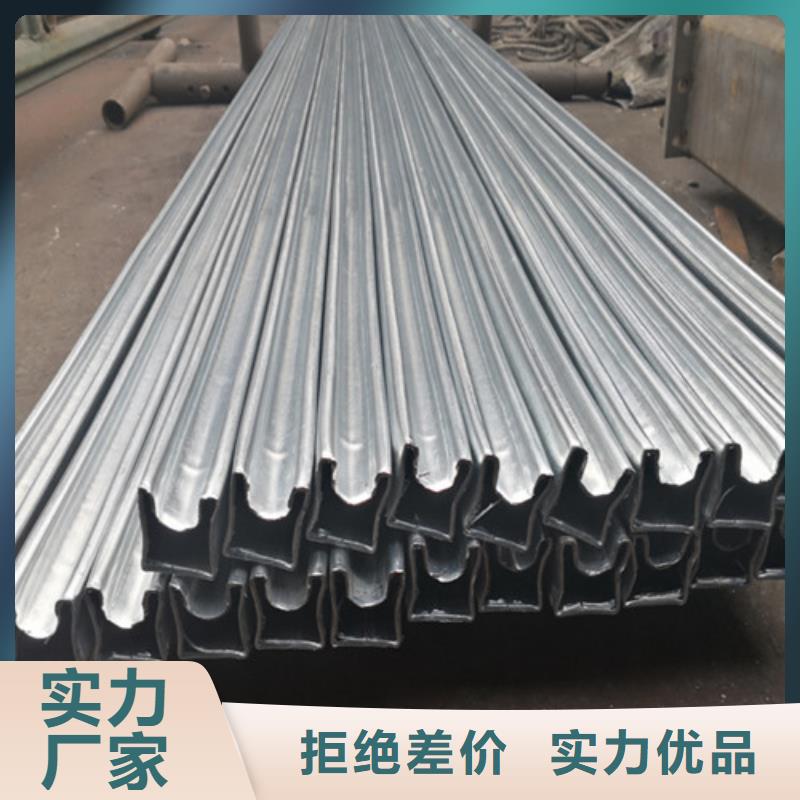
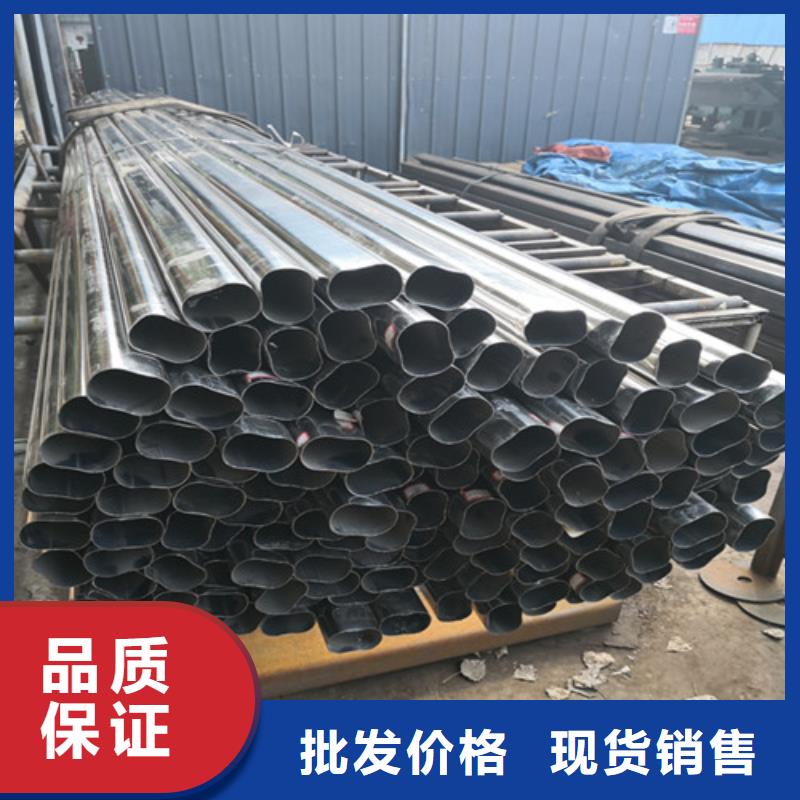
异型管方形无缝管多种场景适用
更新时间:2025-05-07 00:50:06 ip归属地:东莞,天气:小雨,温度:25 浏览次数:11 公司名称:聊城 硕鑫钢管有限公司(东莞分公司)
以下是:异型管方形无缝管多种场景适用的产品参数
| 异型管 | 10-300mm壁厚0.8-20mm |
|---|
以下是:异型管方形无缝管多种场景适用的图文视频


异型管方形无缝管多种场景适用,硕鑫钢管有限公司(东莞分公司)为您提供异型管方形无缝管多种场景适用的资讯,联系人:郝经理,电话:0635-3381234、18865266789,QQ:87430015,发货地:开发区高速口。 广东省,东莞市 2022年,东莞市实现地区生产总值11200.32亿元,比上年增长0.6%。人均地区生产总值106803元,增长0.8%。
想知道异型管方形无缝管多种场景适用产品为何如此受欢迎?观看视频,答案自在其中。
以下是:异型管方形无缝管多种场景适用的图文介绍
硕鑫钢管有限公司(东莞分公司)奉行“抓市场,促管理,讲效益”的质量方针,恪守“诚实守信精心制造污染保护环境以人为本遵规守法持续改进”为宗旨,愿以优良的品牌,合理的 Q355E无缝方管价位,热情的服务,真诚与广大客户合作,共创民族工业美好的未来。


异型管在敷设时,应该注意以下六点事项:
(一)暗配管路弯曲过多,敷设管路时,应按设计图要求及现场情况,沿近的路线敷设,不绕行弯曲处可明显减少异型管用量。 (二)应在稳住盒箱时,其周围灌满灰浆,盒箱口应及时收好后再穿线上器具。异型管厂家:18,8 6526, 6789
(三)电线管在焊跨接地线时,将管焊漏,焊接不牢、漏焊、焊接面不够倍数,主要是操作者责任心不强,或者技术水平太低,应加强操作者责任心和技术教育、严格按照规范要求对异型管进行焊接。异型管厂家:
(四)配管后应及时扫管,发现堵管及时修复,配管后应及时加管堵把管口堵严实。
(五)焊口不严破坏镀锌层,应将焊口焊严,受到破坏的异型管镀锌层应及时补刷。异型管厂家:
(六)煨弯处出现凹扁过大或弯曲半径不够倍数的现象。其原因及解决办法有:1.使用油压煨管器或煨管机时,模具要配套,管子的焊缝应在正反面;2.热煨时,砂子要灌满,受热均匀,煨弯冷却要适度;3.使用手扳煨管器时,移动要适度,用力不要过猛。



镀锌异型管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。镀锌异型管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。



16Mn精密无缝钢管热加工后应采取缓冷措施,防止产生裂纹。此类钢具有较高的高温强度,因此要求更大的轧制和锻造压力,而且每一道次的压下量不能过大。奥氏体、低碳马氏体和半奥氏体不锈钢以及双相不锈钢易于冷加工,但由于加工硬化,常常需要多次中间退火。中间退火温度与钢种的固溶处理温度相同,视钢种类型大约在1050~1100℃范围内变动。
#
为了研究材料高温塑性,进行了一系列热模拟拉伸实验。可以发现900-1 200℃为9Ni钢的高塑性区,其拉伸变形量可达90%以上。对比轧管各个阶段的变形量与变形温度,不难发现穿孔与斜轧两个步骤都在高塑性区,且变形量远小于材料的变形能力。定径步骤 阶段温度虽然低于900℃,但是前面的分析已经表明,管体外表而的缺陷形成在定径之前。因此可以认为,本次轧制中出现的小外折与裂纹不是由于材料本身塑性不佳引起的。
#
为了研究材料高温塑性,进行了一系列热模拟拉伸实验。可以发现900-1 200℃为9Ni钢的高塑性区,其拉伸变形量可达90%以上。对比轧管各个阶段的变形量与变形温度,不难发现穿孔与斜轧两个步骤都在高塑性区,且变形量远小于材料的变形能力。定径步骤 阶段温度虽然低于900℃,但是前面的分析已经表明,管体外表而的缺陷形成在定径之前。因此可以认为,本次轧制中出现的小外折与裂纹不是由于材料本身塑性不佳引起的。
异型管方形无缝管多种场景适用,硕鑫钢管有限公司(东莞分公司)专业从事异型管方形无缝管多种场景适用,联系人:郝经理,电话:0635-3381234、18865266789,QQ:87430015,发货地:开发区高速口,以下是异型管方形无缝管多种场景适用的详细页面。